
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Faktoren, die die plastische Schrumpfungsrate und Modifikationsmethoden beeinflussen
Faktoren, die die Plastikschrumpfungsrate beeinflussen
1.Material Einfluss:
(1) Materialtyp: Unterschiedliche Kunststofftypen haben unterschiedliche Schrumpfraten (siehe Tabelle 1).
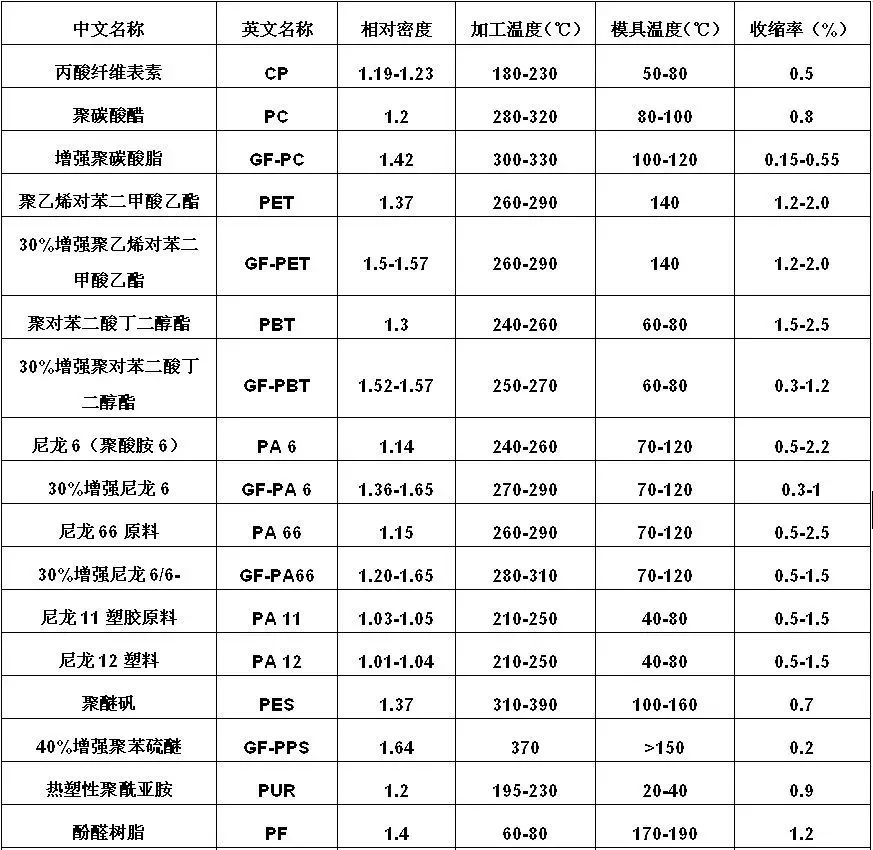
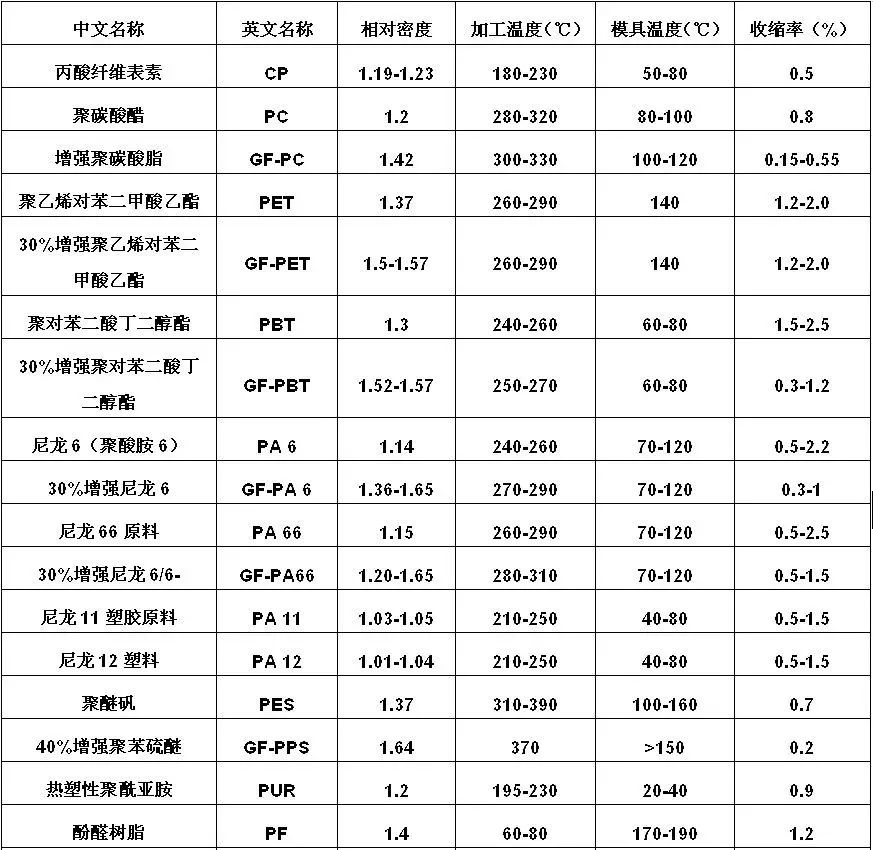
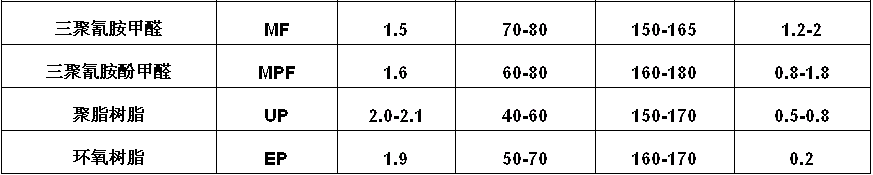
Aus Tabelle 1 ist ersichtlich, dass bei Thermoplastik 40%Glasfaser verstärkte PPs die niedrigste Schrumpfrate (0,2%) aufweist, während Epoxidharz die niedrigste Schrumpfungsrate (0,2%) aufweist. Fluoroplastik weisen die höchste Schrumpfungsrate auf und erreichen bis zu ungefähr 6%. gefolgt von Polyethylen mit niedriger Dichte mit einer maximalen Schrumpfungsrate von 5%.
(2) Materialkristallinität: Für dasselbe Material führt eine niedrigere Kristallinität zu einer geringeren Schrumpfungsrate. Unter verschiedenen Einflussfaktoren hat der Grad der Harzkristallinität den signifikantesten Einfluss auf die Schrumpfung.
(3) Materialmolekulargewicht: Für dasselbe Material führt ein höheres Molekulargewicht zu einer geringeren Schrumpfungsrate. Harze mit dem gleichen Molekulargewicht, aber eine bessere Fließfähigkeit weisen eine niedrigere Formenschrumpfung auf.
(4) Materialänderung: Das Hinzufügen anderer Harze, Elastomere oder Füllstoffe zum Grundharz reduziert die Schrumpfungsrate auf unterschiedliche Grad. Unterschiede in der Harzschrumpfungsrate beeinflussen die dimensionale Genauigkeit von Teilen während der Schmelzverarbeitung stark. Um hochpräzise Kunststoffteile herzustellen, müssen Harze mit niedrigen Schrumpfraten verwendet werden. Zum Beispiel hat PP-Harz eine Schrumpfrate von 1,8%–2,5%und seine Schrumpfung mit abnehmendem Molekulargewicht, wodurch es schwierig ist, hochpräzise PP-Teile zu produzieren.
2. Einfluss der Erstellung des Erstes:
(1) Bei konstanter Formtemperatur nimmt der zunehmende Injektionsdruck die Schrumpfung ab.
(2) Erhöhter Haltedruck verringert die Schrumpfung.
(3) Die Erhöhung der Schmelztemperatur verringert leicht die Schrumpfung.
(4) Eine höhere Schimmelpilztemperatur erhöht die Schrumpfung.
(5) Die längere Haltezeit verringert die Schrumpfung (die Schrumpfung ist nach der Erstarrung von Gate nicht beeinflusst).
(6) Eine längere In-Form-Kühlzeit verringert die Schrumpfung.
(7) Eine höhere Einspritzgeschwindigkeit neigt dazu, die Schrumpfung leicht zu erhöhen (geringfügige Effekt).
. Nach der Verringerung ist in den ersten zwei Tagen erheblich und stabilisiert sich nach etwa einer Woche.

3. Teilstruktur Einfluss:
(1) Dickwandige Teile haben eine höhere Schrumpfung als dünnwandige Teile.
(2) Teile mit Einsätzen haben eine geringere Schrumpfung als Teile ohne Einsätze.
(3) Teile mit komplexen Formen haben eine geringere Schrumpfung als einfache Teile.
(4) Schrumpfung in der Länge ist weniger als Schrumpfung in der Dicke -Richtung.
(5) Innenlöcher zeigen hohe Schrumpfung, während externe Merkmale niedrige Schrumpfung aufweisen.
4. Mold -Struktur Einfluss:
(1) größere Gategröße verringert die Schrumpfung.
(2) Schrumpfung senkrecht zur Gate -Richtung wird reduziert, die Schrumpfung parallel zur Gate -Richtung wird erhöht.
(3) Gebiete, die weiter vom Tor entfernt sind, haben eine geringere Schrumpfung als Bereiche in der Nähe des Tors.
(4) Abschnitte des durch die Form eingeschränkten Teils weisen eine geringere Schrumpfung auf, die nicht eingeschränkte Abschnitte aufweisen.
Modifikationsmethoden zur Reduzierung der Plastikschrumpfungsrate
1. Faserfüllung:
Zu den Fasern gehören verschiedene anorganische und organische Fasern. Wenn Sie beispielsweise Glasfaser einnehmen, kann das Hinzufügen von 35% Glasfaser zum PP -Harz die Schrumpfrate von 1,8% (nicht gefüllt) auf 0,5% reduzieren. In den letzten Jahren entwickelte lange Glasfaser -Verstärkungskunststoffe bieten Vorteile bei der Schrumpfungskontrolle und weisen sowohl in Längsschnitt- als auch in Querrichtungen niedrige und konsistente Schrumpfungsraten auf.
2. Inorganische Füllerfüllung:
Anorganische Füllstoffe umfassen Talk, Calciumcarbonat, Bariumsulfat, Glimmerpulver, Wollastonit und Montmorillonit usw. Der Füllstofftyp, die Form, die Partikelgröße und die Oberflächenbehandlung beeinflussen ihre Wirksamkeit bei der Modifizierung der Schrumpfrate des Harzes.
(1) Füllstoffform: Füllstoffe verschiedener Formen beeinflussen die Verringerung der Schrumpfung unterschiedlich, wobei die Effektivitätsreihenfolge: Flocken> Nadelartig> Granular> kugelförmig ist. Zum Beispiel reduzieren flockige Montmorillonit und Glimmer die Verbundschrumpfung signifikant.
(2) Füllstoffpartikelgröße: Bei demselben Füllstoff haben kleinere Partikelgrößen einen größeren Einfluss auf die Reduzierung der Schrumpfung. Beispielsweise sinkt die Schrumpfungsrate bei bei Talk gefüllter PP (20% Talk + 8% POE), da die Talkpartikelgröße von 1250 mesh auf 5000 mesh steigt, von 1,05% auf 0,8%.
(3) Füllstoffbehandlung: Die Oberflächenbehandlung des Füllstoffs verbessert den Schrumpfreduzierungseffekt. Beispielsweise zeigt ABS, die mit 10% Talk gefüllt sind, eine Schrumpfungsreduzierung von 0,48% auf 0,42%, wenn die Talk mit Aluminatkopplungsmittel behandelt wird.
(4) Füllstoffbelastung: Bei demselben Füllstoff führt eine höhere Belastung zu einer höheren Verringerung der Schrumpfungsrate.
3. Kristallinität reduzieren:
(1) Hinzufügen von Kristallisationsreduzierungsmitteln: Am häufigsten verwendeten Verbindungen mit kleinen Molekülen, die die molekulare Regelmäßigkeit stören und die molekulare Bewegung im Schmelzzustand behindern, wodurch die Kristallinität verringert wird.
(2) Hinzufügen anderer Harze: Das Mischen kleiner Mengen LDPE oder HDPE in PP kann seine Kristallisation während der Verarbeitung stören. Nichtkristalline Harze wie PS, ABS, PMMA oder PC können ebenfalls hinzugefügt werden.
4. Elastomere aufweisen:
Elastomere wie Poe, EPDM und SBS können hinzugefügt werden. Wenn der Elastomergehalt unter 5%liegt, ist ihre Auswirkung auf die Verringerung der PP -Schrumpfung ähnlich. Über 5% Inhalt unterscheidet sich die Effektivität nach Typ, wobei die Schrumpfungsreduktionsreihenfolge: Poe> EPDM> SBS (im Einklang mit ihrem hartnäckigen Effekt auf PP) lautet. Die Kombination an anorganischer Füllstoffe und Elastomere in PP führt zu einer besseren Schrumpfungsreduzierung.
5. Chemical Transplanting Modification:
Die Transplantatmodifikation von PP kann seine Kristallinität verringern und damit eine niedrigere Schrumpfungsrate erzielen.
Anfrage absenden



X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie