
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Laborwerte verstehen: Die wahre Art, Farben zu lesen – Drei Kernparameter für die Farbdifferenzkontrolle bei technischen Kunststoffen
„Ist ein ΔE von 2,1 im Kolorimeterbericht akzeptabel oder nicht?“
„Der Kunde sagt, die Lab-Werte stimmen nicht, aber die Farben sehen für mich fast gleich aus.“
Dies sind Fragen, die unser technisches Team jeden Tag hört. In der technischen Kunststoffindustrie werden Farbunterschiede nicht mehr allein mit dem bloßen Auge beurteilt. Ganz gleich, ob es sich um Automobil-Innenteile, 3C-Elektronikgehäuse oder industrielle Strukturkomponenten handelt, Kunden legen fast immer einen Farbunterschieds-Akzeptanzstandard bei, der klar angibt: ΔE ≤ 0,5, mit L-, a-, b-Werten innerhalb vorgegebener Toleranzen.
Was genau sind L, a und b? Und warum sind sie zuverlässiger als eine Sichtprüfung? Heute erklären wir diese drei Parameter in der Sprache der technischen Kunststoffproduktion.
I. Das „Koordinatensystem“ der Farbe: Der Laborfarbraum
Stellen Sie sich vor, Sie benötigen Längen-, Breiten- und Höhenangaben, um einen Standort auf einer Karte zu bestimmen. Der Lab-Farbraum ist das „dreidimensionale Koordinatensystem“ für Farben.
Es wurde 1976 von der International Commission on Illumination (CIE) eingeführt und ist nach wie vor der globale Goldstandard für die Farbmessung. Jede Farbe kann in diesem dreidimensionalen Raum durch einen Satz von Koordinaten (L, a, b) eindeutig lokalisiert werden.
• L-Wert (Helligkeit): Bereich von 0 bis 100. L=100 ist reines Weiß, L=0 ist reines Schwarz. Bei technischen Kunststoffen ist das Erscheinen eines schwarzen Teils ins Graue oder das Verfärben eines weißen Teils ins Gelbe im Wesentlichen eine Änderung des L-Werts.
• ein Wert (Rot-Grün-Farbton): Positive Werte zeigen Rot an, negative Werte zeigen Grün an. Wenn sich ein flammhemmendes ABS, das eigentlich leuchtend rot sein sollte, in ein „mattes Ziegelrot“ verwandelt, ist wahrscheinlich der a-Wert das Problem.
• b-Wert (Gelb-Blau-Farbton): Positive Werte zeigen Gelb an, negative Werte zeigen Blau an. Der b-Wert ist der „empfindlichste“ Parameter – Materialien wie PBT, PC und Nylon neigen bei der Hochtemperaturverarbeitung zur Vergilbung. Wenn sich der b-Wert positiv verschiebt, wird das Teil sichtbar „gelb“.
II. Drei Zahlen, drei häufige „Farbunterschiedssymptome“
In der Produktion diagnostizieren wir schnell Grundursachen durch Änderungen der Laborwerte:
1. Große Abweichung im L-Wert – Priorisieren Sie die Überprüfung des Materialzustands und des Formprozesses.
• Hoher L-Wert (zu weiß/blass): Möglicherweise niedrige Formtemperatur oder zu wenig Titandioxid im Farbmasterbatch.
• Niedriger L-Wert (zu dunkel): Möglicherweise Materialverschlechterung (exzessive Einwirkung hoher Temperaturen) oder schlechte Entlüftung der Form.
2. Große Abweichung eines Werts – Priorisieren Sie die Überprüfung der Materialrezeptur.
• Positive Verschiebung eines Werts (rötlich): Häufig bei flammhemmenden Materialien, bei denen sich das Flammschutzmittel bei hohen Temperaturen zersetzt, was zu einer Verfärbung des Farbstoffs führt.
3. Große Abweichung im b-Wert – Überprüfen Sie vorrangig die Trocknungsbedingungen und die Einspritztemperatur.
• Positive Verschiebung des b-Wertes (gelblich): Die häufigste Ursache ist Übertrocknung oder zu hohe Schmelzetemperatur. Nylonmaterialien sind besonders empfindlich – eine B-Wert-Drift von 0,5 ist mit bloßem Auge sichtbar „gelblich“.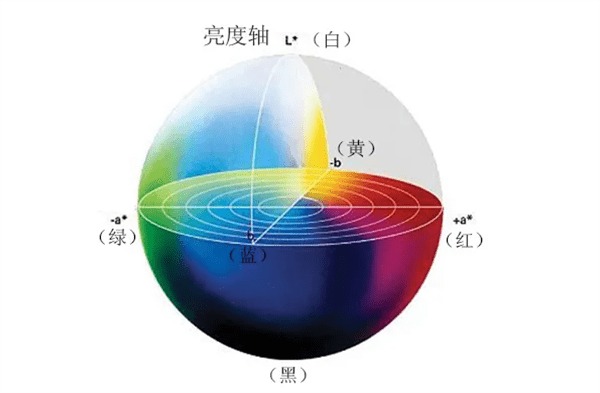
III. Was ist ΔE? Warum können wir uns nicht allein auf ΔE verlassen?
ΔE ist die kombinierte Abweichung über die Dimensionen L, a und b, berechnet als:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Es verwendet eine einzige Zahl, um den „Gesamtfarbunterschied“ zusammenzufassen, was eine schnelle Beurteilung erleichtert. Das Problem ist jedoch: Das gleiche ΔE kann sehr unterschiedliche Farbabweichungen darstellen.
Zum Beispiel:
• Fall A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (etwas zu weiß)
• Fall B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (Abweichungen in alle drei Richtungen)
Beide haben nahezu das gleiche ΔE, aber Fall B ist „komplexer“ und kann mit bloßem Auge „schlammiger“ erscheinen. Daher muss eine professionelle Farbdifferenzkontrolle sowohl ΔE als auch individuelle Toleranzen berücksichtigen. Ein gängiger Standard für Kfz-Innenteile ist: ΔE < 1,0, mit |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Woher kommt der Farbunterschied? Vier gemeinsame Quellen
Basierend auf jahrelanger Erfahrung in der Kundenbetreuung lassen sich die Hauptursachen für Farbunterschiede in vier Kategorien einteilen:
1. Variation der Materialchargen – Verschiedene Chargen technischer Kunststoffe können geringfügige Unterschiede in der Grundfarbe aufweisen. Selbst für die gleiche Sorte ist eine Schwankung des b-Werts von Charge zu Charge für POM von 0,3 bis 0,5 keine Seltenheit.
2. Trocknungsprozess außer Kontrolle – Materialien wie Nylon, PET und PC reagieren empfindlich auf Feuchtigkeit. Unter- oder Übertrocknung kann zu einer Vergilbung führen. In einem Fall erhöhte ein Bediener die Trocknungstemperatur von 80 °C auf 100 °C, wodurch der B-Wert von 1,2 auf 2,8 anstieg und eine ganze Charge verworfen wurde.
3. Drift des Spritzgießprozesses – Kleine Änderungen des Gegendrucks, der Schneckengeschwindigkeit, der Einspritzgeschwindigkeit, des Nachdrucks, der Formtemperatur usw. können den Schmelzfluss und das Kristallisationsverhalten verändern und sich auf das Erscheinungsbild der Farbe auswirken. Besonders empfindlich sind glasfaserverstärkte Materialien.
4. Unterschiede in der Messumgebung – Unterschiedliche Kolorimeter, Lichtquellen, Messöffnungen oder sogar der vom Bediener ausgeübte Druck können die Messwerte beeinflussen. Kunden und Lieferanten müssen sich auf einen einheitlichen Messstandard einigen (z. B. Leuchtmittel D65, 10° Beobachterwinkel).
V. Fazit: Farbe lässt sich verwalten
Bei technischen Kunststoffen ist die Farbe kein Geheimnis mehr. Die drei Zahlen L, a und b verwandeln das subjektive Gefühl „Ich glaube, die Farbe stimmt nicht“ in die objektive Tatsache „L-Wert überschreitet die Toleranz um 0,6, b-Wert um 0,8“. Das Verständnis der vier Ursachen für Farbunterschiede hilft uns, Probleme zu vermeiden, bevor sie auftreten.
Anfrage absenden



X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie